Ультразвуковой контроль труб, сваренных методом сопротивления
Производство труб сваркой методом сопротивления включает в себя несколько этапов неразрушающего контроля. Неразрушающий контроль решает две основные задачи: во-первых, контроль сварного шва непосредственно после сварки, для настройки оптимальных режимов сварочного оборудования, во-вторых, итоговый контроль готовой трубной продукции (выходной контроль). Как правило, в процессе производства трубной продукции используются до четырех систем ультразвукового контроля.
На первом этапе выполняется контроль полосы. Сканирование может осуществляться как в продольном направлении, так и возвратно-посту- пательным движением.
Сразу после проведения сварочных работ производится первая проверка качества сварного соединения. Таким образом, выявляются продо- льные дефекты. Иногда для контроля надлежащего удаления грата с внутренней стенки трубы используют преобразователь, установленный на колеблющейся каретке.
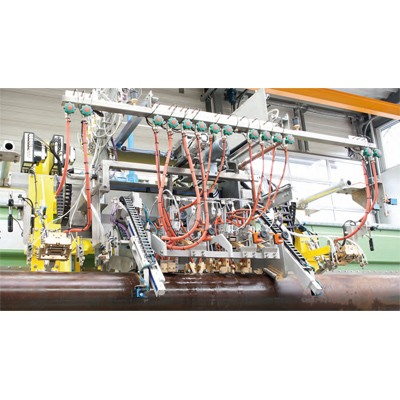
После резки труб проводится итоговый контроль сварного соединения (offline-контроль). Для этого используется портальная система с колеблющейся кареткой. Использование портальной системы даёт определенные преимущества, поскольку труба остается неподвижной, что предотвращает вибрацию и искажение результатов контроля. Концы труб также можно проверить при помощи данной системы или при помощи специальной установки.
Технические характеристики:
Образцы - трубы, сваренные методом сопротивления (одинарные либо непрерывные трубы)
Материал - стальные трубы, сваренные методом сопротивления
Диаметр (D) до 630 мм (под вопросом)
Толщина стенки (s) 3 - 30 мм
Длина Непрерывная труба (online-контроль) или 3 - 25 м (offline-контроль)
Овальность ± 0.5% от D
Отклонения от прямолинейности макс. 2 мм/м
Состояние поверхности - прокат, без окалины
Температура макс. 80 °C
Обнаруженные дефекты - продольные и поперечные дефекты, расслоения в околошовной зоне; опционально: расслоения на торцах трубы и в теле трубы